Ablative:
material that absorbs heat through decomposition process called pyrolysis at or near the exposed surface
Accelerator:
accelerates cure of a resin
Additives:
the term used for a large number of specialist chemicals which are added to resins/compounds to impart specific properties, for example, flame retardancy, and UV resistance
Adhesive:
substance applied to mating surfaces to bond them together by surface attachment. An adhesive can be in liquid, film or paste form.
Aramid:
high-strength, high-stiffness aromatic polyamide fibres
Aspect ratio:
the length/diameter ratio of a fibre
Blister, blistering:
undesirable raised areas in a moulded part caused by local internal pressure, due usually to rapped air, volatile reaction by-products or water entering by osmosis.
Bulk Moulding Compound (BMC):
polyester resin/glass fibre premix, for injection or transfer moulding, also known as dough moulding compound (DMC)
Carbon fibre:
reinforcing fibre known for its light weight, high strength and high stiffness.
Catalyst (also called hardener):
a chemical compound (usually an organic peroxide) which initiates polymerisation of a resin
Chlorinated paraffins:
flame-retardant additives for polyester resins
Chopped strands:
short strands cut from continuous filament strands of reinforcing fibre, not held together by any means
Coefficient of thermal expansion:
a material’s fractional change in length corresponding to for a given unit change in temperature
Composite: a material made up of resin and reinforcement (usually fibre)
Compression strength:
the crushing load at failure of a material, divided by cross-sectional area of the specimen
Contact moulding:
moulding of fibre-reinforced resins without application of external pressure
Core:
in sandwich construction, the central component to which inner and outer skins are attached. Foam, honeycomb and wood are all commonly used core materials.
Corrosion resistance:
the ability of a material to withstand contact with ambient natural factors without degradation or change in properties. For composites, corrosion can cause crazing.
Coupling agent:
a substance, which promotes or establishes a stronger bond at the resin matrix/reinforcement interface
Cracking:
actual separation of moulded material, visible on opposite surfaces of a part ad extending through the thickness (fracture)
Crazing:
fine cracks, which may extend in a network on or under the surface of a moulded part
Cure:
the process of hardening of a thermosetting resin (by cross-linking of the molecular structure), under the influence of heat
Curing agents:
chemical compounds used to cure thermosetting resins
Curing time:
the time taken for a resin to cure to its full extent
Delamination:
splitting, physical separation or loss of bond along the plane of layers of a laminated material
Direct roving:
roving produced by winding a large and determined number of filaments direct from a bushing
Dough moulding compound (DMC):
polyester/resin fibre premix, for injection or transfer moulding, also known as bulk moulding compound (BMC)
Fibre:
a unit of matter of relatively short length, characterised by a high ratio of length to thickness or diameter Filament:
a single textile element of small diameter and very long length considered as continuous
Filler:
material (usually low cost) added to a resin to extend it, or give special properties
Finishing:
application of coupling agent to textile reinforcements to improve the fibre/resin bond
Flexural strength:
the strength of a material in bending expressed as the stress if a bent test sample at the instant of failure.
Flow:
the movement of a resinous material, thermosetting or thermoplastic, under pressure, to fill all parts of a closed mould
Fracture:
cracks, crazing or delamination resulting from physical damage.
Gate:
the opening through which a moulding compound is injected into a closed mould; the size, geometry and positioning of the gate can strongly influence properties of the finished moulding
Gel:
the state of a resin, which has set to a jelly-like consistency
Gelcoat:
a thin layer of unreinforced resin on the outer surface of a reinforced resin moulding; it hides the fibre pattern of the reinforcement, protects the resin/reinforcement bond, gives smooth external finish and can also provide special properties; it is usually pigmented
Glass fibre:
reinforcing fibre made by drawing molten glass through bushings. The predominant reinforcement for polymer composites, it is known for its good strength, processability and low cost.
Hardener:
see catalyst
HET acid anhydride:
saturated dicarboxylic acid anhydride, containing chlorine
Honeycomb:
light weight cellular structure made from either metallic sheet materials or non-metallic materials and formed into hexagonal nested cells, similar in appearance to the cross-section of a beehive
Hybrid:
a resin or reinforcement made from two or more different polymers or reinforcement materials
Impact strength:
a material’s ability to withstand shock loading as measured by fracturing a specimen
Impregnation:
saturation of reinforcement with liquid resin
In-mould coating (IMC):
a process used with SMC (and recently developed also for thermoplastics) in which a liquid/melt coating layer is applied to the exterior of a moulding while still in the mould, as part of the moulding cycle
Interface:
the contact area between reinforcement and resin
Laminate:
the structure resulting from bonding multiple plies of reinforcing fibre or fabric
Lay-up:
a resin-impregnated reinforcement in the mould, prior to polymerisation
Mat:
a widely used sheet-type reinforcement made up of filaments, staple fibres or strands, cut or uncut, oriented or random, lightly bonded together
Monomer:
a compound containing a reactive double bond, capable of polymerising
Polyester:
usual term for an unsaturated polyester resin
Polymer:
a long-chain molecule, consisting of many repeat units
Porosity:
numerous air pockets or voids in a moulded product
Post-cure:
application of external heat to bring a resin to a stable state of cure in the shortest possible time
Preform:
reinforcement pre-shaped to the general geometry of the intended moulded part; it is used on more complex and deep-draw mouldings, to optimise distribution and orientation of fibres
Premix:
a moulding compound prepared prior to, and apart from, the moulding operation, containing all components necessary for moulding
Prepreg:
a factory-made combination of reactive resins and reinforcing fibres, plus other necessary additive chemicals, ready to be moulded
Reactive resins:
liquid resins which can be cured by catalysts and hardeners to form solid materials
Release agent:
a substance which prevents a moulding from sticking to the mould surface; it may be a chemical compound or a solid material such as a cellulose or plastics film
Reinforcement:
key element added to resin (matrix) to provide the required properties; ranges from short fibres and continuous fibres through complex textile forms
Resin:
polymer with indefinite and often high molecular weight and a softening or melting range that exhibits a tendency to flow when subjected to stress. As composite matrices, resins bind together reinforcement fibres
Resin transfer moulding (RTM):
a moulding process in which catalysed resin is injected into a closed mould already containing the pre-formed reinforcement
Roving:
endless glass fibre bundles; a collection of parallel strands (assembled roving) or parallel filaments (direct roving) assembled without intentional twist
Sandwich structure:
composite composed of lightweight core material to which two relatively thin, dense, high strength, functional or decorative skins are adhered
Sheet moulding compound (SMC):
a flat pre-preg material, comprising thickened resin, glass fibre and fillers, covered on both sides with polyethylene or nylon film, ready for press-moulding
Size:
a coating applied to glass fibres or filaments during manufacture, to improve handling and protect from abrasion
Strand:
an assembly of parallel filaments simultaneously produced and lightly bonded
Thermoplastic:
a plastic, which softens each time it is heated
Thermoset:
a plastic which flows and then sets permanently on first heating, as s result of setting up a three-dimensional cross-linked molecular structure, and subsequently will not soften or dissolve
Thick moulding compound (TMC):
a compound similar to BMC, but continuously produced in sheet form with a thickness of 25mm or more
Void:
a pocket of gas or air trapped in a laminate or moulding
Wet-out:
complete wetting/saturation of a fibrous surface with a liquid resin
ACM:
advanced composite material
AFRP:
aramid fibre reinforced polymer
BMC:
bulk moulding compound
CFRP:
carbon fibre reinforced polymer
DMC:
dough moulding compound
GFRP:
glass fibre reinforced polymer
FRP:
fibre reinforced polymer
SMC:
sheet moulding compound
TMC:
thick moulding compound
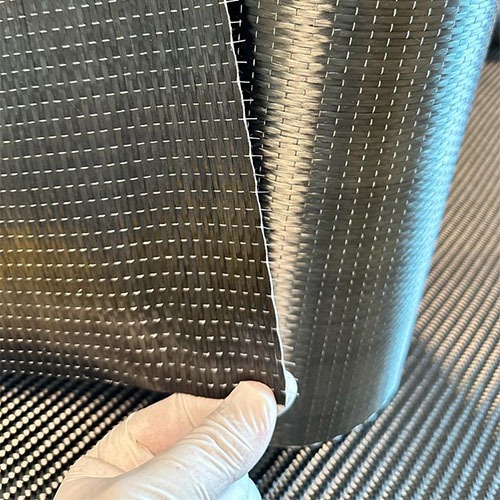
Karbon fiber ile yapı güçlendirme nedir, Karbon fiber ile yapı güçlendirme, bir binanın kolon ve kirişler gibi yapısal elemanlarının karbon fiber liflerinden dokunmuş kumaşlar ile birlikte polimer epoksi reçineler gibi bağlayıcı matrixler kullanılarak depreme ve diğer dış koşullara karşı dayanıklı hale getirilmesi işlemidir. Bu yöntem mevcut yapıları yıkmadan veya düzenini bozmadan yapılabilmektedir. Bu yüzden daha ekonomiktir. Karbon fiber güçlendirme uygulamasının her yapıya yapılması doğru olmayabilir, bina yapısının uygunluğu kontrol edildikten sonra uygulanması doğru bir seçenektir. Karbon fiber ile yapı güçlendirme nasıl yapılır, Öncelikle uygulama yapılacak yüzeyin hazır hale getirilmesi gerekmektedir.Y üzey tamamen temizlenmiş ve yüzeydeki tozlardan yağlardan boyalardan arındırılmış olmalıdır. Tüm boşluklar kapatılmış ve düz bir yüzey elde edilmiş olmalıdır, Yüzeye astar uygulandıktan sonra astarlanmış yüzeye yeterli ıslatma derecesini koruyan kıvamda 1 kat epoksi uygulanmalıdır. Bu aşamadan sonra karbon fiber uygulaması yapılabilir. Yüzeye karbon fiber kumaş epoksi reçine ile lamine edilp doğru teknikler ile sarılmalıdır. Üzerine son kat epoksi uygulandıktan sonra silis kumuda atılabilir. Karbon Fiber Yapı Güçlendirme Kumaşlarımıza linkimizden ulaşabilir teknik destek için bizimle iletişime geçebilirsiniz.
Epoksi reçine sistemleri, ileri kompozit parça imalatlarında en yaygın kullanılan iki komponentli (reçine + sertleştirici) sistemlerdir. Solvent içermemesi, fazla kokusunun olmaması, uygulama kolaylığı, çekme problemi oluşturmaması, üstün mekanik özellikler, takviyelerle uyum özelliği pek çok uygulama için tercih sebebini oluşturur. Karbon, aramid ve cam fiber takviyelerle laminasyonları neticesinde çok yüksek performanslı kompozit ürünler elde edilebilmektedir. Bu yüzden havacılık, otomotiv, marin, uzay, rüzgar pervaneleri ve savunma sektörlerinde sıklıkla kullanılmaktadır. Kendi özel tasarımlarınızda da rahatlıkla kullanabilirsiniz.
Bazalt Elyaf uygulamasına göre belirli uzunluklarda kesilmiş ve beraber kullanılacağı malzeme ile uyum sağlaması için kimyasal işleme tabi tutulmuş yüksek mekanik ve termal özelliklere sahip katkı maddesidir
Aramid kevlar kumaşlar geniş bir uygulama alanına sahiptir.Genel olarak kompozit alanında epoksi reçinelerle birlikte tek başına veya karbon ve cam fiber gibi diğer takviye malzemelerle birlikte parça imalatında balistik alanında kuru olarak kurşungeçirmez yelek, reçinelerle birlikte başlık ve plaka imalatlarında kullanılırlar. Kompozit ve balistikte kullanılan para-aramid lifler teknik değerlerinde farklılık gösterirler.
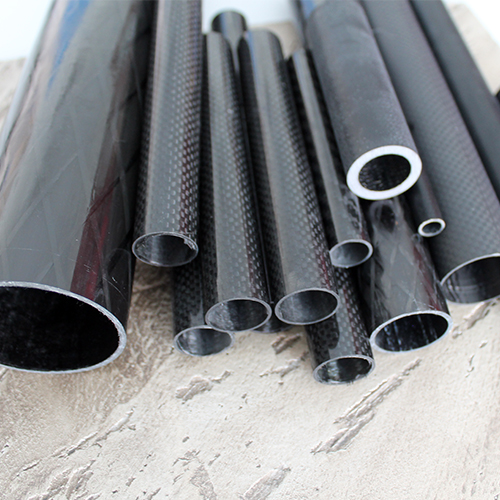
Her çapta karbon fiber boruları istediğiniz boylarda üretebiliyoruz. Karbon fiber boruların üretimi % 100 karbon fiber epoksi prepreg kullanılarak yüksek kalitede, çok hassas teknikler kullanılarak yapılmaktadır.
İstekleriniz Doğrultusunda Kompozit Parça ve Levha Üretimi Çok yüksek mukavemetli %100 Cam Fiber+Epoksi reçineden imal edilmiş yapısal plakalardır. Her iki yüzeyi de pürüzsüz olarak imal edilmiştir. Mühendislik, mimarlık, denizcilik, havacılık, medikal, modelcilik, makine, fikstür, IHA, drone, motor sporları da dahil olmak üzere geniş bir uygulama yelpazesine sahiptir. Standart plakalarımızın dışında özel kalınlıklarda farklı cam fiber oryantasyonları kullanarak plakalar üretilebilmektedir. Bütün bunların yanında verdiğimiz CNC KESİM HİZMETİ ile çizimini gönderdiğiniz özel şekilli plakalara sahip olabilirsiniz.
Karbon Fiber Merdaneler Avare Rulo Roller Havalı Şaft Karbon Fiber Merdane Kağıt,film,folyo dönüştürme vb. endüstrilerde zorlu uygulamalar için karbon fiber gövdeli merdaneler, avare rulolar, şaftlar pek çok avantajı beraberinde getirir. Bu yüksek teknoloji ürünü karbon fiber ürünlerde aşağıdaki temel özellikler mevcuttur
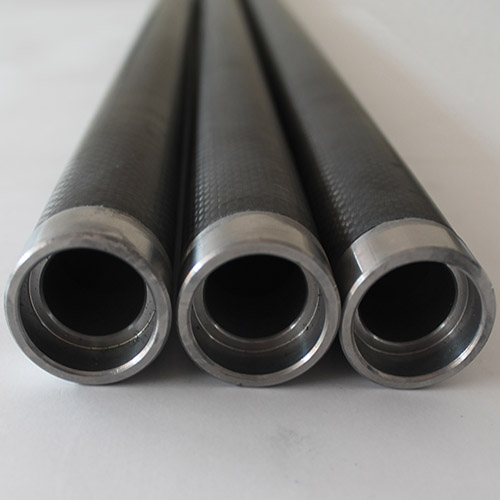
Teknik anlamda pulwinding tanımı; karbon fiber,cam elyaf fitillerin termoset reçine ile birleştirilerek sıcak bir kalıptan çekilmesi ve bu sırada üzerine sargı yapılarak profil imal edilmesi yöntemidir. Pull ve winding kelimelerinin birleşiminden oluşmaktadır. Y aygın olarak takviye malzemesi cam elyaf ve karbon elyaf kullanılır. Pulwinding(çekme-sarma) pultruzyon borulara göre daha yüksek maliyetli olmasına rağmen seri imalata uygun , sürekli ve otomatik bir prosestir. Karbon Fiber Elyaf Boru pullwinding üretim yönteminde, boyuna doğrultudaki ve sürekli formdaki karbon elyaf fitilleri termoset reçine havuzundan geçerek istenen form için kalıbın içerisinden geçer ve üzerine farklı açılarda elyaf sarılarak, ısıtıllır kürlenmesi ve form kazanması sağlanır liflerin çoğunun 0 derece doğrultuda uzanmasına rağmen ilave edilen sargı lifleri kesme yönünden mükemmel bir mukavemet sağlar, pıltruzyon ile imal edilmiş karbon elyaf boruların taşıdığı dezavantaj ortadan kalkmış olur. Yine de yapılacak montajlarda bağlantı noktalarında yükleyen sabitleme noktalarının yükü dağıtacak şekilde dizayn edilmesi gerekir
 Blog
Blog